
Fortschrittliche optische Sortiersysteme in der Herstellung elektronischer Komponenten
2025-07-01 22:43Fortschrittliche optische Sortiersysteme in der Herstellung elektronischer Komponenten
Präzisionsgesteuerte Qualitätskontrolle für MLCCs, LTCCs, ICs und Ferritkerne

I. Branchenherausforderungen und technologische Notwendigkeiten
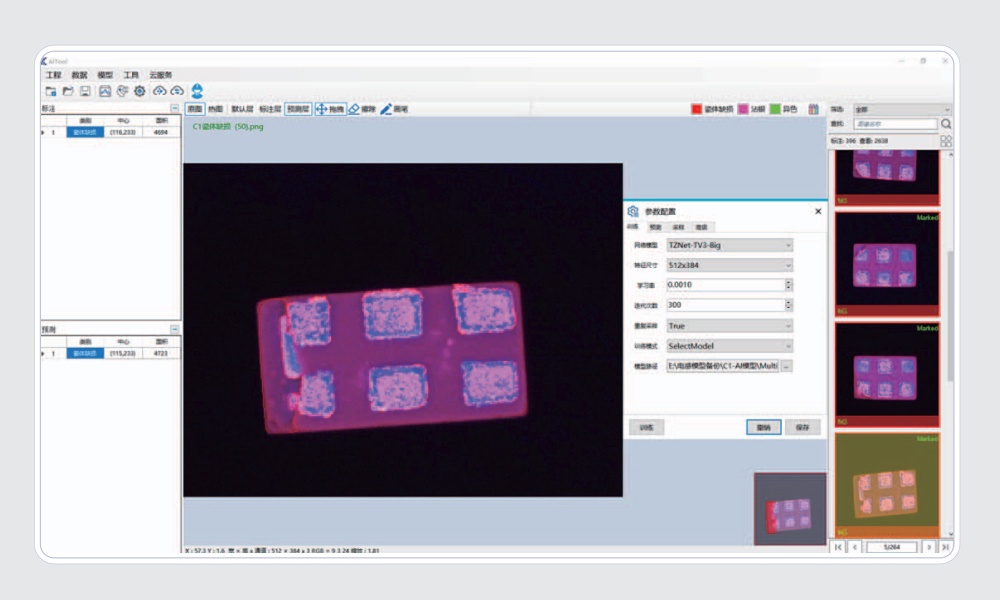
Die Herstellung elektronischer Komponenten erfordert Präzision im Mikrometerbereich bei der Massenproduktion. Wie in der Abbildung dargestellt, erfordern Miniatur-Mehrschicht-Keramikkondensatoren (MLCCs), Niedertemperatur-Einbrennkeramiken (LTCCs), Chip-Scale-Widerstände/Induktivitäten, ICs und Ferritkerne Fehlererkennungsfähigkeiten, die über die Grenzen des menschlichen Sehvermögens hinausgehen:
Toleranzschwellen: MLCC-Elektrodenfehlausrichtung <5 μm
Kritische Mängel: LTCC-Mikrorisse ≤20μm
Durchsatzanforderungen: SMD-Komponentensortierung bei 30.000 UPH
Optische Sortiermaschinen bewältigen diese Herausforderungen durch die Integration von Hyperspektralbildgebung, Deep Learning und Roboterautomatisierung, um die fehleranfällige manuelle Inspektion zu ersetzen.
II. Komponentenspezifische optische Sortierarchitekturen
1. MLCC/LTCC-Keramikkomponenten
Fehlererkennung:
∙ Oberflächengruben/-kratzer → 5MP koaxiale Dunkelfeldabbildung
∙ Delamination → Terahertz-Wellen-Untergrundtomographie
∙ Elektrodenbluten → Farbvarianzanalyse (ΔE<0,1)Maßprüfung:
∙ Lasertriangulation für Dicke (±2μm Genauigkeit)
∙ Kantenabsplitterungserkennung über Polygon-Matching-Algorithmen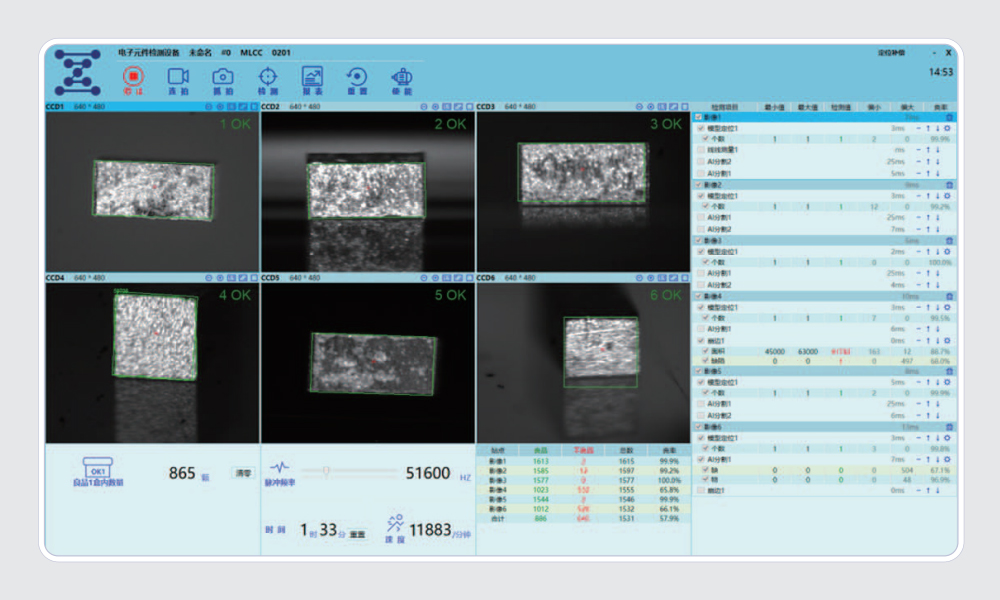
2. Chip-Widerstände/Induktivitäten
Parametervalidierung:
∙ Integrität der Abschlussbeschichtung → 20-fache optische Mikroskopie
∙ Lesbarkeit der Markierung → OCR mit 99,97 % Leserate
∙ Koplanarität → 3D-strukturiertes Licht (10 nm Z-Auflösung)Leistungsbewertung:
∙ TCR-Messung mittels Wärmebildgebung während des Stresstests
3. Integrierte Schaltkreise
Leadframe-Inspektion:
∙ Pin-Koplanarität → Moiré-Interferometrie
∙ Lötkugelbrücken → IR-Reflexionsanalyse
∙ Drahtbonddefekte → Röntgen-Laminographie mit einer Auflösung von 1 μmKontaminationskontrolle:
∙ Partikelerkennung bis hinunter zu ISO-Klasse 3
4. Ferritkerne
(Bildreferenz: Abschnitt „Ferritkern“ unten links)
Materialintegrität:
∙ Luftspalte/Risse → Terahertz-Zeitbereichsspektroskopie
∙ Maßgenauigkeit → Schattenfreie Hintergrundbeleuchtungsmesstechnik
∙ Gleichmäßigkeit der Beschichtung → UV-Fluoreszenzbildgebung
III. Kerntechnologien für Sortiersysteme
A. Optische Subsysteme
| Technologie | Technische Daten | Komponentenanwendungen |
|---|---|---|
| Hyperspektrale Bildgebung | 400–1000 nm Bereich, 5 nm Auflösung | Erkennung gefälschter Materialien |
| Strukturiertes Licht 3D | 5 μm XY, 200 nm Z-Genauigkeit | Lotpastenhöhen-Mapping |
| Hochgeschwindigkeits-TDI-Kamera | 32.000 Zeilen/Sek. Scanrate | Inspektion laufender Bahnen |
| Automatisiertes XY Theta | ±0,5 μm Positionierungspräzision | Chip-Anbringungsüberprüfung |
B. KI-gesteuerte Fehlererkennung
Faltungsneuronale Netze: Trainiert mit >1M-Defektbildern
∙ Adaptives Lernen für neue Fehlerarten (z. B. Zinnwhisker)Algorithmen zur Anomalieerkennung:
∙ Unüberwachtes Clustering für Null-Fehler-ValidierungParametrische Korrelations-Engine:
∙ Optische Defekte mit der elektrischen Leistung in Zusammenhang bringen (z. B. Verschlechterung des Q-Faktors)
IV. Integration mit Smart Manufacturing
1. Industrie 4.0-Implementierung
Geräteschnittstellen:
∙ SECS/GEM-Protokolle zur Prozessanpassung in Echtzeit
∙ FDC-Integration (Fault Detection Classification)Digitale Zwillingssimulation:
∙ Virtuelle Sortierparameteroptimierung vor physischen Läufen
2. Automatisierte Materialhandhabung
Komponentenspezifische Träger:
∙ Vakuum-Endeffektoren für Beschleunigungsstöße <1G
∙ Antistatische Waffelschalen mit RFID-Tracking
V. Quantifizierbare Qualitäts- und Kostenvorteile
| Metrisch | Vor der optischen Sortierung | Nach der Implementierung |
|---|---|---|
| Fehlerfluchtrate | 820 ppm | 2,7 ppm |
| Inspektionsgeschwindigkeit | 5.000 UPH (manuell) | 45.000 Höhenmeter pro Stunde |
| Falsche Ablehnung | 18 % | 0,3 % |
| Arbeitskosten für Nacharbeit | 18,50 $/kg | 1,20 $/kg |
Datenquelle: SEMI E178-Studie zur globalen Komponentenherstellung
VI. Branchenspezifische Fallstudien
A. MLCC-Produktion für die Automobilindustrie
Herausforderung: AEC-Q200-Konformität erfordert 0 PPM Risse
Lösung:
∙ Terahertz-Inline-Inspektion mit 99,999 % Abdeckung
∙ Mehrschichtige Registrierungsfehlererkennung <2μmErgebnis:
∙ 0 Feldausfälle bei über 10 Millionen Komponenten erreicht
B. Sortierung medizinischer IoT-Chips
Herausforderung: Kontaminationskontrolle implantierbarer Geräte
Lösung:
∙ ISO 14644-1 Reinraumintegration Klasse 4
∙ 0,1 μm PartikelüberwachungErgebnis:
∙ FDA 21 CFR Part 11-Audits ohne Beanstandungen bestanden
VII. Einhaltung von Standards
Elektrische Prüfung: IEC 60384-1 (MLCCs), IEC 60195 (Ferrite)
Optische Kalibrierung: ISO 5725 Genauigkeitsprüfung
Rückverfolgbarkeit: ASTM E2919 Datenprotokollierung auf Komponentenebene
VIII. Zukünftige Entwicklungen
Quantenbildsensoren: Zur Auflösung von Defekten unter der Oberfläche jenseits der Beugungsgrenzen
Edge Computing Integration: Lokalisierte KI-Inferenz <5 ms Latenz
Grüne Fertigung: Sortiergeführte Wertstoffrückgewinnung (pssssst95% Edelmetallrückgewinnung)
Abschluss
Optische Sortiermaschinen haben die Fertigung elektronischer Komponenten zu einer datengetriebenen Wissenschaft gemacht. Durch den Einsatz komponentenspezifischer optischer Architekturen, wie im Bild dargestellt – von der MLCC-Delaminationserkennung bis zur Strukturanalyse von Ferritkernen – erreichen Hersteller ein beispielloses Maß an Qualitätssicherung bei gleichzeitiger Kostensenkung. Die Kombination aus multimodaler Bildgebung, Industrie-4.0-Konnektivität und adaptiver KI stellt sicher, dass optische Sortiermaschinen auch weiterhin eine zentrale Rolle bei der Skalierung der Elektronik der nächsten Generation spielen, insbesondere für 5G, die Elektrifizierung von Automobilen und industrielle IoT-Anwendungen.